一、概述
一次性无菌医疗器械产品直接与人体组织、血液相接触,其安全性、有效性直接涉及到患者的生命健康和安全。
环氧乙烷灭菌是确保产品质量的特殊过程。灭菌确认是保证产品灭菌有效性的前提和重要环节。
规范环氧乙烷灭菌确认和常规控制是企业确保一次性使用无菌医疗器械产品质量的需要,也是贯彻G家医疗器械法规和实施医疗器械质量认证的需要。 二、环氧乙烷灭菌执行标准
1、GB18279-2000 idt ISO11135:1994《医疗器械——环氧乙烷灭菌确认和常规控制》 2、ISO11135-1:2007
《保健产品的灭菌——环氧乙烷——**部分:医疗器械灭菌工艺的开发、确认和常规控制的要求》
3、ISO11135-2 :2007
《保健产品的灭菌——环氧乙烷——第二部分:应用指南》
注:GB18279-2000是一个强制性G家标准,目前G家尚未根据ISO11135:2007制定相应G家标准。
三、灭菌的概念
使产品无任何类型存活微生物的过程。即用物理、化学方法杀灭传播媒介上的所有微生物,使其达到无菌。
试验菌芽孢灭活率应≥106,或自然微生物全部杀灭。 四、环氧乙烷
环氧乙烷(Ethylene Oxide,简称EO),又名氧化乙烯,具有分子小,结构不稳定的三元环,有很强的穿透性和化学活泼性。环氧乙烷在4℃时为无色透明液体,密度为0.884g/mL,沸点10.8℃,具有芳香的醚味。环氧乙烷可与任何比例的水相溶,也可溶于有机溶剂或油脂。
环氧乙烷蒸汽压力大、对包装和灭菌物体穿透性强,且具有很强的氧化性能,故广泛用于产品的灭菌和消毒过程。
环氧乙烷易燃易爆,当空气中的含量为3%——80%时,就形成爆炸性混合气体,遇明火时发生燃烧或爆炸。
环氧乙烷化学性质活泼,与催化剂接触可引起化学反应,这种反应随温度、压力和水量的增加而加快,产生黄色的粘稠物质,容易堵塞管道,影响灭菌效果。
环氧乙烷可与一定比例的化学性质较为稳定的气体混合使用(如:CO2、N2),能降低成本、增加安全性。
环氧乙烷对人体的毒性作用主要为直接接触或吸入,环氧乙烷气体能刺激呼吸道,灭菌操作过程中,应做好防护措施,环氧乙烷液体若不慎溅到皮肤上或眼睛内,应立即用水冲洗。
五、环氧乙烷灭菌机理
环氧乙烷能有效杀灭各种微生物,其杀菌机理主要是EO能与蛋白质上羧基(-COOH)、氨基(-NH3)、羟基(-OH)等发生反应,使蛋白质失去活性而致使微生物死亡。
灭菌时,温度和湿度要求很重要,当温度低于35℃或相对湿度低于25%时,达不 到灭菌效果,即使延长灭菌时间也无效。 六、灭菌周期与灭菌作用时间灭菌周期:灭菌全过程。包括预处理、抽真空、加EO、EO作用过程、换气等一系列步骤的时间。
灭菌作用时间:加EO结束**换气前的时间。 七、D值
杀灭90%微生物个体所需的时间(min)。第二章 影响环氧乙烷灭菌效果的因素
影响环氧乙烷灭菌的五大要素:温度、压力、湿度、环氧乙烷浓度、灭菌时间 一、温度
温度的常规极限通常在37℃~63℃,一般常用的合适温度为50±5℃。但是当温度高到足以使药物发挥**大作用时,再升高温度,则杀菌作用亦不再加强。
灭菌温度的确定,同以下因素有关: 1)产品:材料,物理、化学性能;
2)堆放:总装载量(<80%),装载物品不能接触柜壁,有一定距离间隔; 3)包装:材料、大小、厚度、装载数量;
4)印刷:应保证印刷质量不会因灭菌产生不良影响。 二、压力
预真空度的大小决定残留空气的多少,而残留空气可直接影响环氧乙烷气体、热量、湿气到达被灭菌物品的内部,所以灭菌过程尤其是加湿前真空度对灭菌效果影响巨大。
预真空度应考虑以下因素的影响: 1)对被灭菌物品、及其包装的影响; 2)负压灭菌与正压灭菌; 3)对湿度的影响;
4)设定真空度与达到该真空度所需时间; 5)真空持续时间(保压)。 三、湿度
灭菌物品的含水量、微生物本身的干燥程度和灭菌环境的相对湿度,对环氧乙烷的灭菌作用均有显著的影响。在抽真空后、加药前,此时灭菌器内的湿度应控制30%RH~80%RH范围内 。 四、环氧乙烷浓度
300~1000mg/L是当今常用的条件。我公司的环氧乙烷溶度:12.5kg/20m3=625mg/L、9.5kg/15m3=633mg/L。 应考虑以下因素的影响: 1)产品的装载量; 2)加入时所需的时间; 3)环氧乙烷残留量。 五、灭菌时间
采用半周期法进行微生物性能验证,在除时间外所有其他过程参数不变情况下,确定无存活菌的EO**短有效作用时间(半周期)。灭菌工艺规定的作用时间应**少为半周期的2倍。
六、灭菌温度、灭菌压力与环氧乙烷浓度的关系(理想气体状态方程) PV=nRT n=m/M
c=m/V=44*P/(RT)
P——压力(kPa);1kPa=0.0102kgf/cm2=0.102×103kgf/m2; V——体积(L);1L=1×10-3 m3 n——气体的摩尔数(mol); m——气体的质量(g); M——气体的分子量,M=44; #p#分页标题#e#
R——气体常数(J/mol·K)=8.314;1J=0.102kgf·m; T——气体的热力学温度(K=℃+273.15) c——气体的浓度(g/L=kg/m3)。
第三章 灭菌工艺
第四章 灭菌的操作控制
一、装箱
1、装箱前将控制屏总开关打到手动位置,打开水箱加热开关对水箱加热; 2、同时在产品外箱上盖上灭菌批号、柜号及失效年月,并贴上灭菌指示片; 3、将产品整齐地装入灭菌器内,同时将生物指示片压在外箱底下;
4、关门:在柜门密封条上涂上20#机油后,合上柜门控制开关将柜门关上,再打开门封充气开关; 二、加热
开始装箱时便开启循环泵对灭菌器进行加热。 三、保温
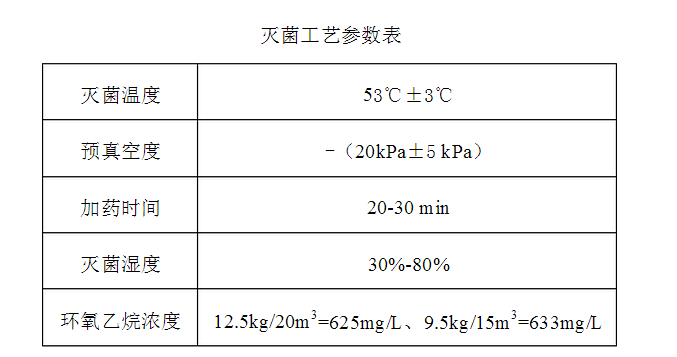
当温度达到53℃时,关闭循环泵,让箱体保温60分钟,再开启循环泵对箱体加热。保证灭菌温度在53±3℃。 四、抽真空
当温度达到设定温度后便开始抽真空,关闭循环泵,开启真空泵,打开抽真空阀对柜体进行抽真空,关闭时应先关闭柜体阀门再关闭真空泵。预真空度:-(20kPa±5 kPa)。 五、保压
当箱体压力达到设定值时,关闭真空阀再关闭真空泵,让箱体保压10分钟。再开启真空泵,打开真空阀对箱体进行再抽真空,保证箱体压力为-(20kpa±5kpa)。 六、加湿
环境湿度一般都能达到30%-80%的要求,不需要进行加湿。 七、加药
通过保压后,箱体压力基本达到规定值,便可对箱体进行加EO,先打开循环泵对箱体和汽化室进行升温。加EO程序为:a、核定需加EO量,调整砝码;
b、加EO,必须先微开钢瓶阀,再开箱体阀,使EO充分汽化后进入箱体,切忌加药过快,以保证气化效果;
c、注意秤的变化;
d、当秤达到设定值时,立即关闭钢瓶阀门,再关闭箱体阀门。 加药量:12.5kg/20m3=625mg/L、9.5kg/15m3=633mg/L。 八、保温灭菌
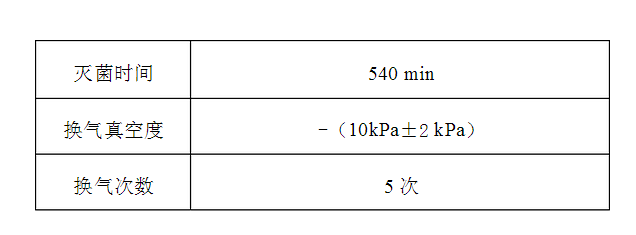
当EO加完后,关闭循环泵,设定保温时间,将控制开关打到自动档。 保温灭菌时间:540min。 九、置换(换气)
当箱体保温灭菌达到规定时间后,开启真空泵及真空阀,对箱体抽真空,达到相应真空度后打开放空阀对箱体进行充气,如此重复5次。 换气真空度:-(10kPa±2 kPa)。 十、开门
当箱体进行5次置换后,确保箱体压力为零的情况下,关闭门封充气开关并吸门封,再将开门旋动开门开关开门。
第五章 环氧乙烷灭菌操作注意事项
一、严格按确认的灭菌工艺操作,记录完整,确保产品灭菌效果。 二、严格区分已灭菌产品和未灭菌产品,不得混淆。
三、操作区域严禁烟火,电器开关必须是防爆开关,灯具必须是防爆灯具。
四、如发生环氧乙烷泄漏,必须立即采取措施,喷洒水,如发生中毒必须立即将其送离现场,严重者应立即送入医院抢救。EO不慎进入眼内或皮肤上应立即用水清洗。 五、操作过程中必须密切注意箱体的温度、压力变化,根据变化进行调整。
六、在抽真空、加药、换气等对压力影响较大的操作过程中必须有专人密切关注压力的变化,出现异常,立即向相关部门汇报。
七、装卸产品时,应轻拿轻放,严禁野蛮装卸(特别是注射器类产品)。
八、定期对灭菌柜进行清洁保养,减少柜体对产品包装的污染。
九、定期对灭菌柜进行维护保养,随时进行检查,及时发现灭菌柜的各种安全隐患。 十、设备出现故障应及时报设备部进行维护修理,严禁带病操作。 十一、严禁闲杂人员进入灭菌室。



